






产品分类 更多>>



英标H型钢材料:
三菱工控产品在各工矿企业的应用非常广泛,虽产品本身质量已有保证,但由于工业现场的情况千变万化,规律不明,设备成套后整个系统运行中难免出现干扰现象。因干扰是相互作用的过程,任何一方对另一方的作用都会造成系统故障。因此它在原理分析和实际解决中很复杂,既要情况判断又需实践经验。据目前用户使用产品过程中较容易发生该问题的来源有:1因设备庞大、布置分散而使走线过长、路径欠合理造成接地不良、形成干扰回路、产生线噪声、与相关设备互为影响等。线时未按强弱电分路原则,即动力、控制、通讯等合为一股。动力方面较易区分,而控制信号内容较多,按不同实际要求对其分类也各异。关设备与系统的相互影响,一般为电磁干扰,大致有:变频器、伺服装置等具脉冲发生源的设备线切割机、电火花加工机等产生脉冲和电弧的设备照明(日光灯)开启阶段的抖动继电器、接触器释放时的反峰电压周边设备与系统的部分信号频率相近一控制信号的基本分类:1开关(数字)型输入干触点---操作按钮(开关)、行程及限位开关、继电器、接触器辅助触点等。
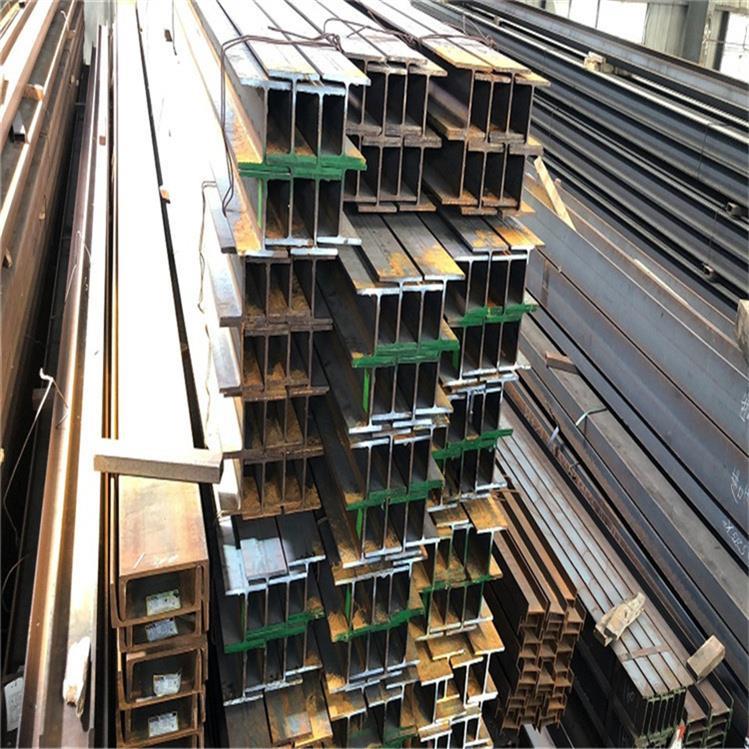
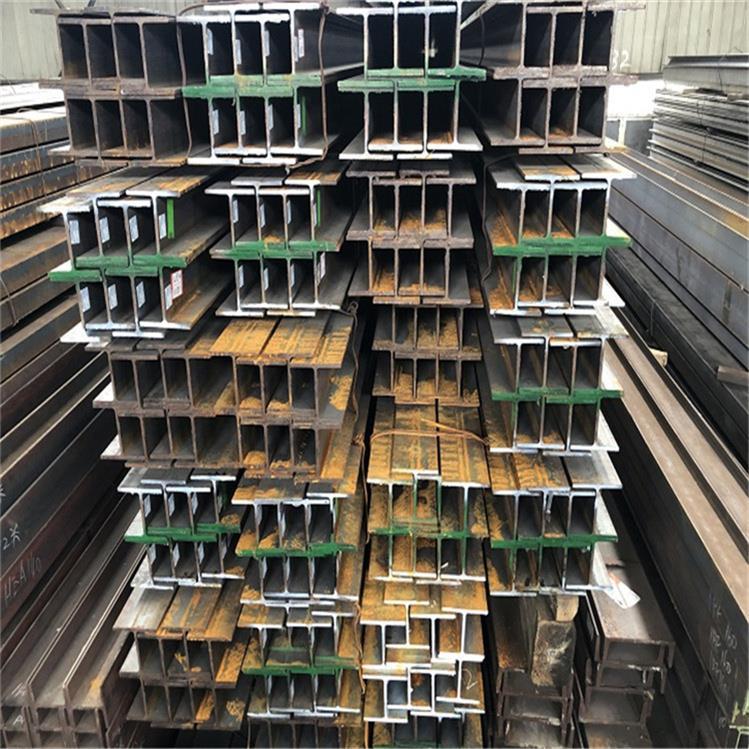
一、UC356*406*592英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢镀锌溶液有镀液和无氰镀液两类。镀液中分微氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀能力好,得到的镀层光滑细致,在生产中被长期采用。但由于剧毒,对环境污染严重,近年来已趋向于采用低氰、微氰、无氰镀锌溶液。
二、UC356*406*592英标H型钢热扎工艺手段:4、实际轧制生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。型钢混凝土组合结构和普通的混凝土有着极大的差异。因此在进行设计的时候,需要确定好钢筋实际所在的位置、大小以及框架梁的宽度和穿透钢筋小孔的顺序以及大小,这样才能确保型钢混凝土组合结构在高层建筑中的应用。
四、UC标H型钢规格型号表:
钢铁冶金:而对于含预制缺陷管,当载荷达到后缺陷部位受到张应力而发生断裂,弯曲载荷急剧减小。图6是缺陷深度d/t一.8时断面的SEM形貌,断裂特征属于微孔型韧性断裂。3失效极限弯矩与缺陷长度的关系由上述NSC准则中可看到,失效极限弯矩与缺陷长度无关,但从图3和图4看到,缺陷长度越大,极限载荷越小。图7是张角2=丌时2种不同缺陷深度管的失效极限弯矩随.的变化与改进NSC准则理论曲线的对比。
三菱工控产品在各工矿企业的应用非常广泛,虽产品本身质量已有保证,但由于工业现场的情况千变万化,规律不明,设备成套后整个系统运行中难免出现干扰现象。因干扰是相互作用的过程,任何一方对另一方的作用都会造成系统故障。因此它在原理分析和实际解决中很复杂,既要情况判断又需实践经验。据目前用户使用产品过程中较容易发生该问题的来源有:1因设备庞大、布置分散而使走线过长、路径欠合理造成接地不良、形成干扰回路、产生线噪声、与相关设备互为影响等。线时未按强弱电分路原则,即动力、控制、通讯等合为一股。动力方面较易区分,而控制信号内容较多,按不同实际要求对其分类也各异。关设备与系统的相互影响,一般为电磁干扰,大致有:变频器、伺服装置等具脉冲发生源的设备线切割机、电火花加工机等产生脉冲和电弧的设备照明(日光灯)开启阶段的抖动继电器、接触器释放时的反峰电压周边设备与系统的部分信号频率相近一控制信号的基本分类:1开关(数字)型输入干触点---操作按钮(开关)、行程及限位开关、继电器、接触器辅助触点等。
一、UC356*406*592英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢镀锌溶液有镀液和无氰镀液两类。镀液中分微氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀能力好,得到的镀层光滑细致,在生产中被长期采用。但由于剧毒,对环境污染严重,近年来已趋向于采用低氰、微氰、无氰镀锌溶液。
二、UC356*406*592英标H型钢热扎工艺手段:4、实际轧制生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。型钢混凝土组合结构和普通的混凝土有着极大的差异。因此在进行设计的时候,需要确定好钢筋实际所在的位置、大小以及框架梁的宽度和穿透钢筋小孔的顺序以及大小,这样才能确保型钢混凝土组合结构在高层建筑中的应用。
四、UC标H型钢规格型号表:
钢铁冶金:而对于含预制缺陷管,当载荷达到后缺陷部位受到张应力而发生断裂,弯曲载荷急剧减小。图6是缺陷深度d/t一.8时断面的SEM形貌,断裂特征属于微孔型韧性断裂。3失效极限弯矩与缺陷长度的关系由上述NSC准则中可看到,失效极限弯矩与缺陷长度无关,但从图3和图4看到,缺陷长度越大,极限载荷越小。图7是张角2=丌时2种不同缺陷深度管的失效极限弯矩随.的变化与改进NSC准则理论曲线的对比。




















