






产品分类 更多>>



一、美标H型钢W36*318根据首钢京唐炼铁采用5500m3大型高炉、炼钢采用300吨转炉实际,采用了300吨铁水包和铁水包车,在1435mm标准轨距上运输。一包到底工艺技术减少了铁水倒罐操作,缩短工艺流程,不但降低了对环境的污染,有利于铁水脱硫处理和转炉多加废钢,稳定入炉铁水成分、温度和重量,还降低了铁水消耗和能源消耗。一包到底耐火材料损毁机理尽管一包到底工艺技术具有优势,却给耐火材料带来了诸多负面影响。与鱼雷罐耐火材料相比,一包到底铁水包耐火材料更易损毁,寿命较低,其主要影响因素有以下几个方面:一是熔渣侵蚀。
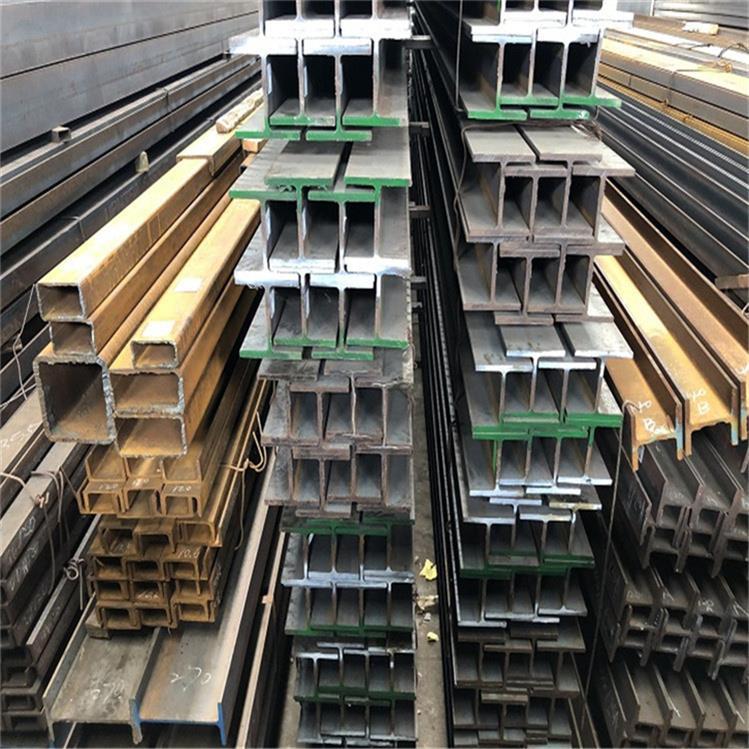
美标H型钢执行标准:ASTM标准,ASME标准
材质有:A36/A572GR50/A992

二、美标H型钢W36*318化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;

三、美标H型钢W36*318由于普通低合金钢度高,综合性能好,用它制造的、装备,具有轻便、速度快、性能好的特点,已在国防建设中,发挥了很大的作用。
四、美标H型钢的规格型号表
W14*455W16*26W16*31W16*36W16*40W16*45
W16*50W16*57W16*67W16*77W16*89W16*100
W18*35W18*40W18*46W18*50W18*55W18*60
W18*65W18*71W18*76W18*86W18*97W18*106
W18*119W18*130W18*143W18*158W18*175
W18*192W18*211W18*234W18*258W18*283
W18*311W21*44W21*50W21*57W21*55W21*62
W21*68W21*73W21*83W21*93W21*101W21*111
W21*122W21*132W21*147W21*166W21*182
W21*201W24*55W24*62W24*68W24*76W24*84
W24*94W24*103W24*104W24*117W24*131W24*146
W24*162W24*176W24*192W24*207W24*229W24*250
W24*279W24*306W24*335W27*84W27*94W27*102
W27*114W27*129W27*146W27*161W27*178
W30*90W30*99W30*108W30*116W30*132W30*148
W30*173W30*191W30*235W30*261W30*292W30*326
W30*357W30*391W33*118W33*130W33*141W33*152
W33*169W33*201W33*221W33*241W33*263W33*291
W33*318W33*354W33*387W36*135W36*150W36*160
W36*170W36*182W36*1W36*231W36*232W36*247
W36*262W36*282W36*286W36*302W36*318
W36*330W36*350W36*387W36*395W36*441W36*487
W36*529W40*149W40*167W40*183W40*211W40*235
W40*264W40*278W40*294W40*327W40*331
冶金矿产:
合模力的大小,决定了挤压补缩力的大小。全液压式传统压铸机,其合模力就是其的锁模力,也可作为其挤压补缩力。而曲肘式压铸机的向前挤压力等于其合模油缸力乘以锁模机构的杠杆比,但也不能超过其锁模机构所能承受的抗压强度。用这种设备进行挤压压铸,由于其合模初期位置并未到达合模机构的自锁"死点",而挤压终结位置才是其锁模抗力的"死点",若以同样压铸比压充型,所能生产的零件的投影面积有所减少。界定挤压铸造的主体技术特征挤压压铸的挤压补缩比压约为普通压铸压射比压的5-1倍。以挤压压铸的挤压比压衡量,现时除了用四柱油压机改造的立式开模浇注挤压铸造机符合挤压铸造主体技术指标外,其余装置实现的,还只是属于传统压铸所属工艺范围,还不是真正意义上的挤压铸造。这个概念,我们是要界定清楚的。以传统压铸机压射装置进行挤压压铸工艺的不可行性现时传统压铸机无论是哪一种锁模机构,受帕斯卡定律的制约,设计的压射力约是锁模力的十分之一。





















